Ливење под високим притиском је метода која чини да течни или полутечни метали испуњавају шупљину калупа за ливење под високим притиском уз висок притисак и формирају и учвршћују се под притиском да би се добио одлив.
1. Процес ливења под високим притиском
1.1
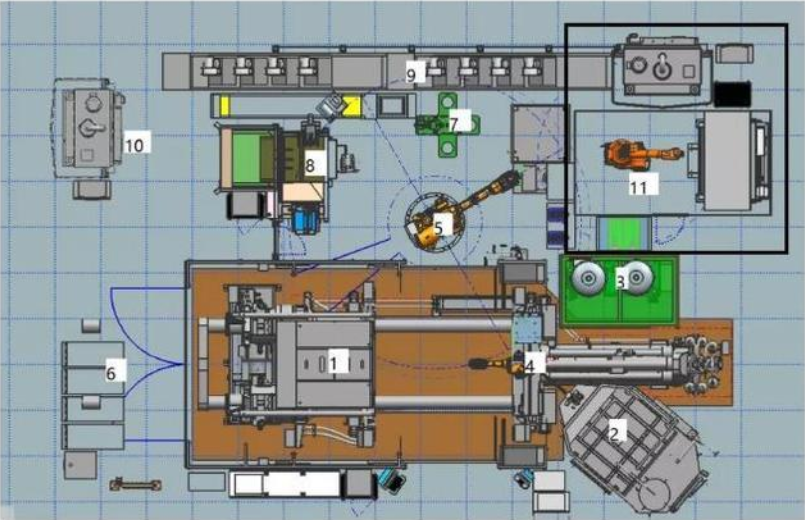
Тренутно, опште острво за ливење под притиском ће размотрити следећу конфигурацију; Машина за ливење под притиском са вакуумом, пећи за очување топлоте опремљена је квантитативним системом ливења, производом са врстом система за прскање, скраћује време прскања, робот да узима делове, врећу за шљаку, сечење кода и друге радове, последње сечење до систем капија; Острво за ливење под притиском се такође може надоградити за аутоматизовано чишћење у условима велике запремине.
1.2
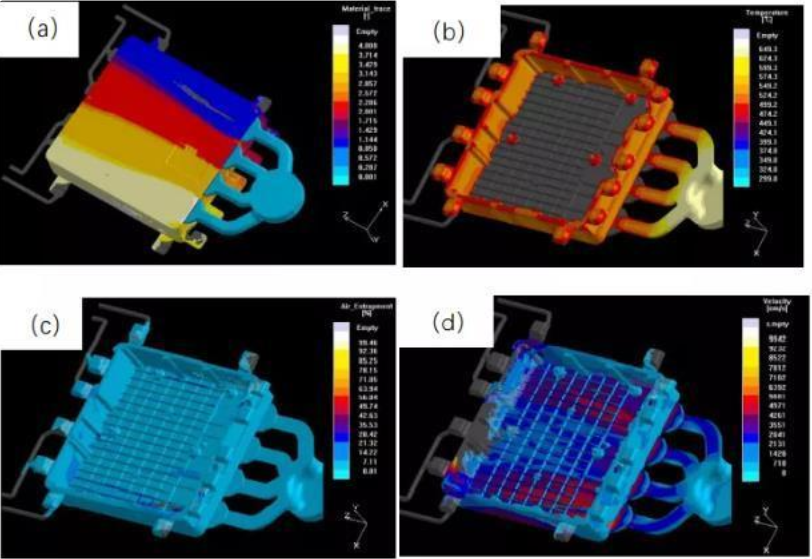
ЦАЕ анализа се све више користи у индустрији ливења под притиском, коју представљају ПРОЦАСТ, МАГМА, флов-3Д, итд. Према резултатима прорачуна протока пуњења и расподеле брзине, симулација може прецизно предвидети недостатке као што су уписивање, укључивање и лоше пуњење, што у великој мери побољшава принос и штеди веома објективне трошкове. То је веома користан алат за брзо и научно пројектовање целог система ливења (капија, излив и преливни резервоар, итд.) за ливење под притиском. Оптимизујте параметре процеса ливења, смањите број тестирања калупа, смањите трошкове ливења, побољшајте квалитет производа. ЦАЕ софтвер је коришћен за општу анализу извештаја о попуњавању, очвршћавању, расподели порозности и дистрибуцији брзина
1.3 Примена ливења под вакуумом
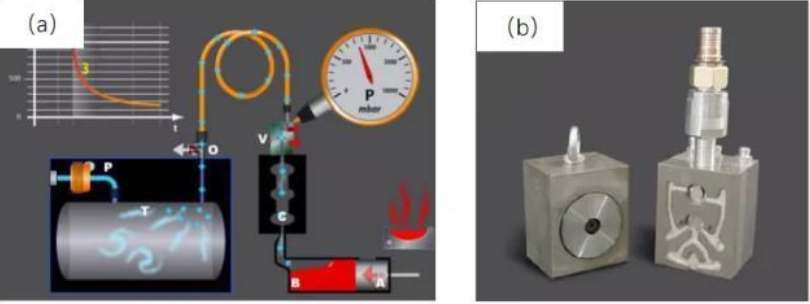
Уз континуирано снабдевање захтевима квалитета производа, употреба вакуума за решавање проблема пуњења и непропусности одливака је добро развијена, а вакуумски вентил се углавном користи, најчешће коришћени вакуумски вентил има следеће две структуре. Слика 3 је шематски дијаграм вакуумског вентила. Попут обичног процеса ливења под притиском, након што алуминијумска вода уђе у комору, почиње вакуумирање. Затим, када машина за ливење под притиском крене великом брзином, ослања се на кинетичку енергију алуминијумске воде да додирне опружну плочу вакуумског вентила. Када се користи механички вакуум вентил, он је углавном затворен приликом претходног загревања калупа. Када је претходно загревање завршено, вакуумски вентил се може користити само када се покрене велика брзина и притисак. Механички вакуумски вентил има предности једноставне употребе, али је тачност обраде вакуумског вентила висока, а цена вакуумског вентила је релативно висока. Слика 4 је шематски дијаграм хидрауличног вакуумског вентила. Принцип механичког вакуумског вентила је исти. Када удар почне, почиње вакуум, али је принцип затварања вакуум вентила другачији. Када се хидраулички вакуум вентил углавном покреће великом брзином, тип се истовремено шаље у хидраулични систем вакуумског вентила, а вакуумски вентил се затвара. Цена хидрауличног вакуумског вентила је релативно ниска, али захтева да се параметри процеса ливења под притиском и дизајн калупа поклапају, иначе ће ливење алуминијумске воде у вакуумски вентил изазвати блокаду.
2.Цастингс
Тренутно су производи ливења под притиском од легуре алуминијума подељени у три категорије према количини. Прва категорија је аутомобил, мотоцикл, шкољка мењача мотора коју представља мотор мотора, тело цилиндра и тако даље. Други тип је шкољка базне станице и љуска филтера коју представља мрежна комуникација, а трећи тип је структура каросерије са вишим захтевима за механичким перформансама. Као што је приказано на слици, то је типичан производ ливења под притиском од легуре алуминијума:

3.Закључак
Алуминијумска легура има високу специфичну чврстоћу и добру отпорност на корозију, одличну електричну проводљивост. Под друштвеним окружењем уштеде енергије и смањења емисија и еколошке заштите животне средине, ливење алуминијумских легура брзо се развило у Кини. Верујем да ће у блиској будућности производи од легура алуминијума бити разноврснији. Главна деформација је у следећим аспектима; 1) Са развојем производа, то ће покренути развој нових материјала од легуре алуминијума ливеног под притиском, као што су: висока топлотна проводљивост, висока чврстоћа и права жилавост; 2) нови материјали од легуре алуминијума за ливење под притиском такође ће покретати развој нове технологије ливења под притиском, као што је процес ливења получврстим притиском, ливење са високим вакуумом 3) развој технологије ће такође дати опрему, помоћни материјали постављају веће захтеве , као што су: велико ливење под притиском, машина за температуру калупа, опрема за прскање, машина за отпуштање калупа, машина за вакумирање, хладна машина, систем за контролу и детекцију температуре калупа итд.
Време поста: 19.05.2022